金属缠绕垫片生产流程大揭秘
- 2019-03-29-
我们在出产金属缠绕垫片的时候,首要把内环紧紧固定在环绕垫制造机上面,把钢带首端和内环用电焊机焊接结实,绕制三圈后参加非金属带,在环绕行将结束时,相同先把非金属带堵截,等候钢带持续绕行三圈后,切断钢带,严密点焊。
在出产根本型金属缠绕垫片的时分,首要必须挑选适宜的模芯,把钢带和模芯固定好放入环绕垫制造机中,在钢带绕至第二圈时,根据金属缠绕垫片出产要求严密点焊,之后参加非金属带。在环绕行将结束时,相同出产金属缠绕垫片相同,先把非金属带堵截,等候钢带持续绕行三圈后,切断钢带,严密点焊。
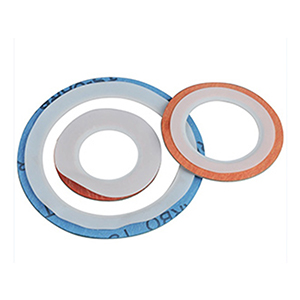
根本型金属缠绕垫片是由“V”型金属带和非金属带相互重迭连续环绕而成,金属带与非金属带应严密贴合、层次均匀,不得有折皱、空隙等缺点。 根本型金属缠绕垫片环绕时,初绕和终绕应各有不少于三圈金属带,圈间不得填入非金属带。
金属缠绕垫片在根本型金属缠绕垫片结尾点焊后,应在外圈持续环绕1.5~2圈金属带,用以安装外环时调整间隙和定位,空圈金属带不计算在垫片外径数值内。
金属缠绕垫片与根本型金属缠绕垫片之间应有0.5~1.5mm的安装间隙,对大直径金属缠绕垫片取较小值,对小直径金属缠绕垫片取较大值。 根本型金属缠绕垫片内外侧焊点数应符合表1规定,且坐落内侧始端和外侧结尾的焊点数不应少于三点。
内侧焊点间隔不大于75mm,外侧焊点间隔为35~40mm。 根本型金属缠绕垫片环绕完毕后,其密封面不得再进行预压处理或其它加工。
工序完成后金属缠绕垫片交查验员进行查验。
.jpg")
上一条: 石墨盘根的主要用途
下一条: 金属缠绕垫片的选购及安装要点